| Роликовые конвейеры |
| Подъемно-транспортные устройства | |||
| 06.02.2014 17:03 | |||
|
Роликовые конвейеры подразделяются на приводные, когда груз перемещается за счет трения вращающихся от двигателя роликов, и неприводные, когда это перемещение производится под действием приложенной к грузу толкающей силы. Их можно применять для грузов, которые имеют хотя бы одну плоскую опорную поверхность. Для перемещения грузов неправильной формы применяют специальные поддоны.
На сборке часто используются неприводные роликовые конвейеры.
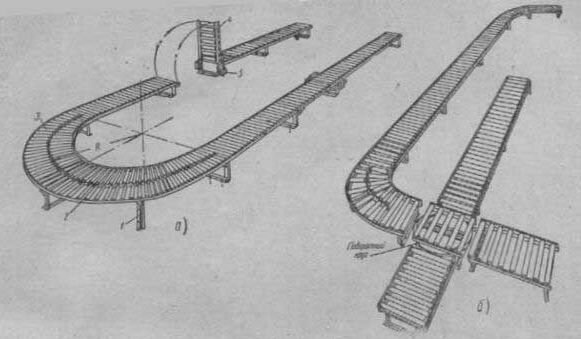
Неприводный роликовый конвейер с откидной секций (а) и с роликовым кругом (б)
На фиг. 28, (а) показан неприводной роликовый конвейер 2. На раме, укрепленной на опоры 1, свободно на подшипниках скольжения или качения вращаются ролики 3. Передвижение собираемого узла или машины по конвейеру от одного рабочего места к другому осуществляется по этим роликам.
На закруглениях для уменьшения сопротивления устанавливаются два ряда роликов или конические ролики. По этой же причине радиус закругления не следует брать менее (34-4) В, где Б — длина ролика.
При необходимости транспортирования деталей и узлов к рабочим местам, расположенным внутри кольцевого конвейера, а также для прохода людей, одна из его секций делается откидной. Откидная секция 4 уравновешивается грузом 5, что облегчает ее подъем.
Передача собираемых узлов с одного конвейера на другой может производиться с помощью переставных роликовых стрелок — поворотного круга, составленного из нескольких роликов (фиг. 28, б), или плиты с дисковыми роликами, смонтированными на поворотных головках.
Иногда для передачи собираемых деталей и узлов с одного конвейера на другой применяются специальные перегрузочные приспособления.
На некоторых заводах, в последние годы, получили распространение шариковые конвейеры, являющиеся разновидностью роликовых. Конструкция их значительно выгоднее: она проще, так как не требует опор под шарико- и роликоподшипники, движение груза возможно в любом направлении, вплоть до поворота груза на месте; радиусы закругления конвейера могут быть очень малыми и даже под прямым углом.
Их недостатком является возможность заклинивания шариков при засорении.
Ленточные конвейеры нашли широкое применение при сборке небольших и легких изделий, в основном в приборостроении. Конвейер обычно служит лишь для передачи собираемого узла от одного рабочего места к другому. Сам процесс сборки производится на отдельных приставных столах или на общем столе, расположенном вдоль ленты транспортера.
Конвейер состоит из рамы, приводной станции, натяжного механизма для сохранения натяга ленты, охватывающей приводной и натяжной барабаны. Перемещение изделий совершается непрерывно по верхней рабочей ветви ленты. Нижняя перемещается по неприводным поддерживающим роликам и иногда используется для возврата тары, если транспортирование изделий при сборке производилось в таре.
Скорость передвижения ленты зависит от темпа сборки изделия и может колебаться от 0,3 до 3,0 м/мин. Регулирование скорости конвейера в соответствии с заданным темпом сборки, производится при помощи сменных звездочек или при помощи вариатора, обеспечивающего бесступенчатое изменение скорости. Для передачи изделия с одной ленты на другую применяются различные поворотные устройства.
По конструкции ленточные конвейеры разделяются на стационарные, передвижные и переносные. На сборке используются преимущественно стационарные варианты. Для них применяется легкая матерчатая или прорезиненная лента шириной 200, 300, 400 и 500 мм. На ленте соответственно длине каждого рабочего места наносится обычно поперечная красная полоса. Применяются также •стальные обрезиненные ленты и пластмассовые, в частности, изготовленные из полихлорвинила.
|