| Пластинчатые конвейеры |
| Подъемно-транспортные устройства | |||
| 06.02.2014 16:48 | |||
|
Пластинчатые конвейеры по сравнению с ленточными применяются для транспортировки более тяжелых изделий. Вместо ленты у них применяются две пластинчатые втулочно-роликовые цепи, на которых укрепляется пластинчатый деревянный настил.
Цепи приводятся в движение от ведущей звездочки, связанной через редуктор с электродвигателем. Вторая звездочка установлена на валу натяжного механизма и служит для натяжения цепи. Ролики цепей конвейера катятся по опорным рельсам, закрепленным на раме. В зависимости от условий сборки, рабочие места сборщиков располагаются с одной или с обеих сторон конвейера. При сборке изделия непосредственно на нем, предусматривается его крепление к пластинчатому настилу с помощью специальных приспособлений, обеспечивающих быструю установку, снятие собираемого узла и его поворот. Конвейер при этом совершает пульсирующее движение со скоростью 10 м/мин. Время выдержки определяется темпом сборки, т. е. временем, необходимым на выполнение операций сборки на рабочих местах.
Пластинчатые конвейеры используются не только для мелких изделий. На Горьковском автозаводе на них собирают кабины и кузова легковых автомашин.
Заслуживает внимания автоматическая передача собираемых узлов с конвейера на конвейер. Так, например, передача кузова с одного конвейера на другой, расположенный под углом 90° к первому, производится с помощью специального поворотного устройства, которое состоит из цепного передаточного конвейера 1, установленного на поворотном кругу 2 (фиг. 29). Круг поворачивается с помощью шестерни, которая приводится в движение от двух пневмоцидиндров. Передача кузова с первого конвейера на передаточный, может происходить только в том случае, если он свободен. Затем, если он свободен, происходит автоматический поворот круга на нужный угол, включаются гусеницы передаточного конвейера, и кузов передвигается на второй.
На Горьковском автозаводе имеется также специальное приспособление автоматической передачи кузовов для параллельно размещенных конвейеров. Эта передача производится автоматически с помощью специальной тележки, передвигаемой по двухрельсовому пути, расположенному поперек них.
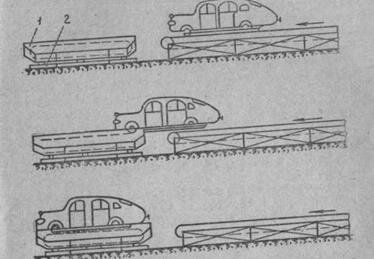
Фиг. 29. Схема автоматической передачи кузова автомобилей при взаимно перпендикулярном расположении пластинчатых конвейеров.
При подходе кабины к концу одного из них срабатывает конечный выключатель, и начинает действовать пневмоцилиндр, приводящий в движение захваты. Они заходят в оконные проемы кабины, которая затем этим же цилиндром поднимается кверху. В конце подъема срабатывает другой конечный выключатель, и тележка с кабиной подвигается по горизонтальному пути в сторону второго конвейера, где кабина и опускается.
Применение рассмотренных устройств позволило исключить ручные подъемно-транспортные операции по передаче изделий, которые выполнялись раньше с помощью электротельферов одним или двумя рабочими.
|