| Упрочнение деталей порошками с одновременным припеканием и прессованием |
| Инерционные устройства при ремонте машин | |||
| 14.03.2014 07:42 | |||
|
Устройство для центробежного прессования с одновременным индукционным припеканием слоя состоит из разъемного корпуса 1 (рис. 24), в котором находятся гнезда 10 для размещения в них деталей 7. В нижней части корпуса расположена стойка 9, в которой радиально установлены направляющие оси 6. Направляющие оси и штифты 8 удерживают деталь 7 в положении, которое позволяет порошку, засыпанному в конусообразные полости 5 через отверстие 3, свободно проникать в зазор между корпусами гнезд и упрочняемыми деталями под действием центробежных сил при вращении их вокруг центров 4.
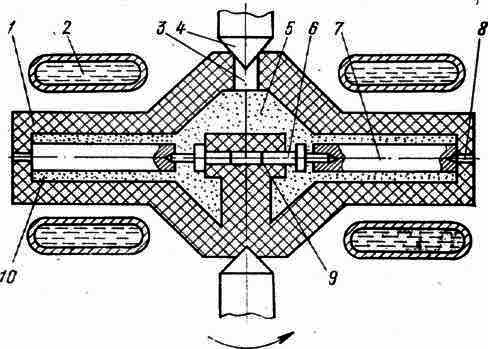
Рис. 24. Устройство для припекания с одновременным прессованием центробежными силами:
1 — разъемный корпус; 2 — индуктор ТВЧ; 3 — отверстие; 4 — центры вращения; 5 — конусообразные полости; 6 — направляющие оси; 7 — упрочняемая деталь; 8 — фиксирующие штифты; 9 — стойка; 10 — гнезда для размещения деталей.
Одновременно с вращением корпуса с деталью включается индукционный нагрев, и индуктор 2 нагревает изделия вместе с порошком до температуры спекания и припекания. Количество порошка, засыпаемого в полость 5, должно быть достаточным, чтобы создать плотный слой на поверхности изделия. Частота вращения корпуса 1500... 2000 мин-1. Корпус выполняют из материала, не соединяющегося с материалом порошка (керамика, графит).
В качестве материала, используемого для упрочнения, можно применять самофлюсующиеся порошки типа СНГН, ПГХН 80СР или другие сплавы (сормайт) с добавлением в них активирующих добавок.
Для упрочнения деталей, работающих при интенсивном истирании в условиях сухого трения, абразивного износа или высоких температур, рекомендуется шихта следующего состава: ферротитан 2,5...3%, силикокальций 1,8...2,1, железный порошок 30...34, карбид бора 1...1,3 %, остальное — феррохром.
Технологические процессы, описанные в § 3 и § 4, рекомендуются только для специализированных ремонтно-технических предприятий и ЦВИДов.
|