| Статическая балансировка |
| Инерционные устройства при ремонте машин | |||
| 12.03.2014 12:20 | |||
|
Статическая балансировка устраняет неуравновешенность (возникновение центробежной силы, создающей вибрацию), вызванную несовпадением центра тяжести с осью вращения детали. Центробежную силу определяют по уравнению

где m — неуравновешенная масса, кг; r — смещение центра тяжести детали, м; w — окружная скорость детали, с-1; Q — масса вращающейся детали, кг; g — ускорение силы тяжести, м/с2; n—частота вращения , с-1.
При статической балансировке, деталь устанавливают на горизонтальных призмах, роликах или дисках с незначительным сопротивлением трения в опорах.
Деталь крепят на вал или оправку и помещают на две горизонтальные направляющие призмы 3 (рис. 32) или ролики. Под воздействием неуравновешенной маcсы т, деталь самопроизвольно поворачивается и устанавливается так, что неуравновешенная масса занимает крайнее нижнее положение. Для ее уравновешивания, с противоположной (диаметральной) стороны необходимо закрепить уравновешивающий груз 4 такой массы, при которой после поворота детали на любой угол она оставалась бы неподвижной.
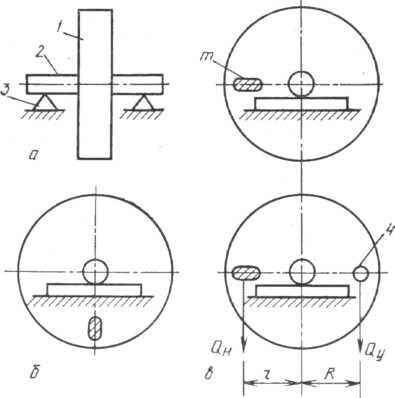
Рис. 32. Схема статического уравновешивания детали:
а и б — неуравновешенные; в — уравновешенные; 1 — деталь; 2 — оправка; 3 — призмы; 4 — груз.
Массу уравновешивающего груза и расстояние от него до оси вращения подбирают так, чтобы соблюдалось равенство

откуда

где r и R - расстояния от центров тяжести неуравновешенной и уравновешивающей массы до оси вращения детали.
Дисбаланс устраняют за счет удаления части металла со стороны неуравновешенной массы высверливанием, фрезерованием, опиловкой или постановкой дополнительных грузов (шайб, гаек, болтов и т. п.) с противоположной стороны.
Точность балансировки в большей степени зависит от силы трения, возникающей между роликами, призмами или дисками и шейками вала или оправки, на которые устанавливают балансируемые детали. Поэтому рабочие поверхности рекомендуется закаливать до высокой твердости и шлифовать. Рабочую длину призм выбирают в пределах (2 ... 2,5)лО, где D — диаметр Шейки оправки.
Ширину рабочей поверхности призмы определяют по формуле

где Р — усилие, действующее на призмы, н; Е— модуль упругости материала призмы, н/м2; а — допускаемое сжимающее напряжение в местах контакта шейки оправки и призмы. Для закаленных поверхностей а=2...3 н/м2; d — диаметр оправки, м.
Точность статической балансировки на роликах зависит от соотношения d/D, и чем оно меньше, тем точнее балансировка (рис. 33).
Балансировка на роликах точнее, чем на призмах.

Схема статической балансировки на роликах.
|